Caurspīdīgi lejamie epoksīda sveķi galdiem, rotaslietām, rokdarbiem, u.c.
Skatiet produktus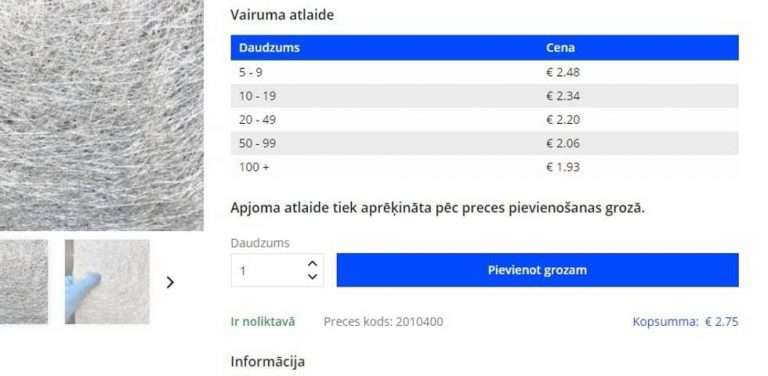
kompozits.lv piedāvā apjoma atlaidi lielākiem pirkumiem

Piedāvājam efektīgus pulēšanas līdzekļus dažādām virsmām un pārklājumiem
Skatiet produktus
Visi nepieciešamie materiāli un konsultācijas augstas kvalitātes kompozīta formas izgatavošanai
Skatiet produktus
Epoksīda sveķi liešanai un rokdarbiem
Caurspīdīgi lejamie epoksīda sveķi galdiem, rotaslietām, rokdarbiem, u.c.
Apjoma atlaide!
kompozits.lv piedāvā apjoma atlaidi lielākiem pirkumiem
Pulēšanas pastas un līdzekļi
Piedāvājam efektīgus pulēšanas līdzekļus dažādām virsmām un pārklājumiem
Formu materiāli
Visi nepieciešamie materiāli un konsultācijas augstas kvalitātes kompozīta formas izgatavošanai